








What are the ways and advantages of laser welding?
What are the ways and advantages of laser welding?
Laser welding has many advantages, such as high depth width is deeper and narrower than the weld gap, and the weld gap is bright
and beautiful. Moreover, due to high power density, fast melting, low heat input to the workpiece, faster welding speed, small thermal
deformation and small heat affected zone.
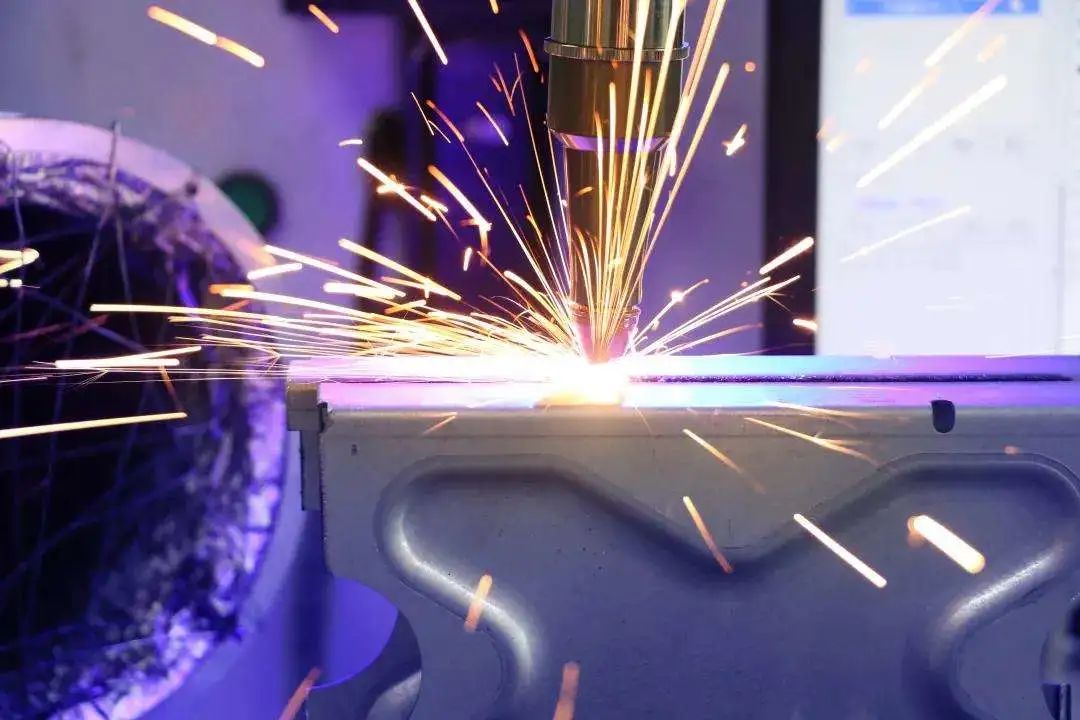
Laser Welding
Easy to operate, because the focus spot is very small, the weld can be positioned with high precision, the beam is easy to transmit
and operate, there is no need to change the welding torch and nozzle frequently, the shutdown auxiliary time is significantly reduced,
the production efficiency is high, the light has no inertia, and can also be stopped and restarted at high speed.
Moreover, due to the low average heat input and high machining accuracy, the reprocessing cost can be reduced. In addition, the
operation cost of laser welding is low, which can reduce the workpiece cost. Similarly, it is easy to realize automation and can
effectively manipulate the beam intensity and fine positioning.
According to the working mode of laser welding, it can be divided into:
Galvanometer welding uses the rapid scanning function of galvanometer to preset welding path, laser energy manipulation and other parameters on the computer. It has faster welding speed, high precision and good beam mode. It belongs to a kind of precise welding.
Joint welding is a welding method that extends two plates. The thickness and materials of plates can be the same or different. It is widely used in the production of automobiles, container shells, metal frames and filing cabinets.
Laser spot welding uses the high-energy laser pulse generated by the laser to instantly heat the metal to form a short molten pool. The molten pool solidifies before the next pulse. It has the advantages of faster speed, high efficiency, large height, small deformation and small heat affected zone. It is often used for jewelry, advertising word welding, etc.
Penetration welding has two ways of welding. One is through heat conduction. The heat is transmitted to the lower contact surface through the upper materials to weld the two materials together. The other is that the laser heats the lower material through the upper transparent material (such as plastic) to weld the upper and lower materials together.
Swing welding is also called wobbling welding. In the welding work, the laser beam is swung along the track of the weld to improve the tolerance requirements of the weld and reduce the influence of pores in the welding.
In laser welding, fine manipulation of laser power is very important for the quality of weld, especially at the beginning and end of weld.
At different stages of melting, the absorptivity and reflectivity of metal to laser are quite different. The experimental results show that
good welding quality can be obtained by using segmented power control at the beginning and end of welding. However, laser welding
without segmented control is prone to obvious locomotive and tail effects at the beginning and end stages.